
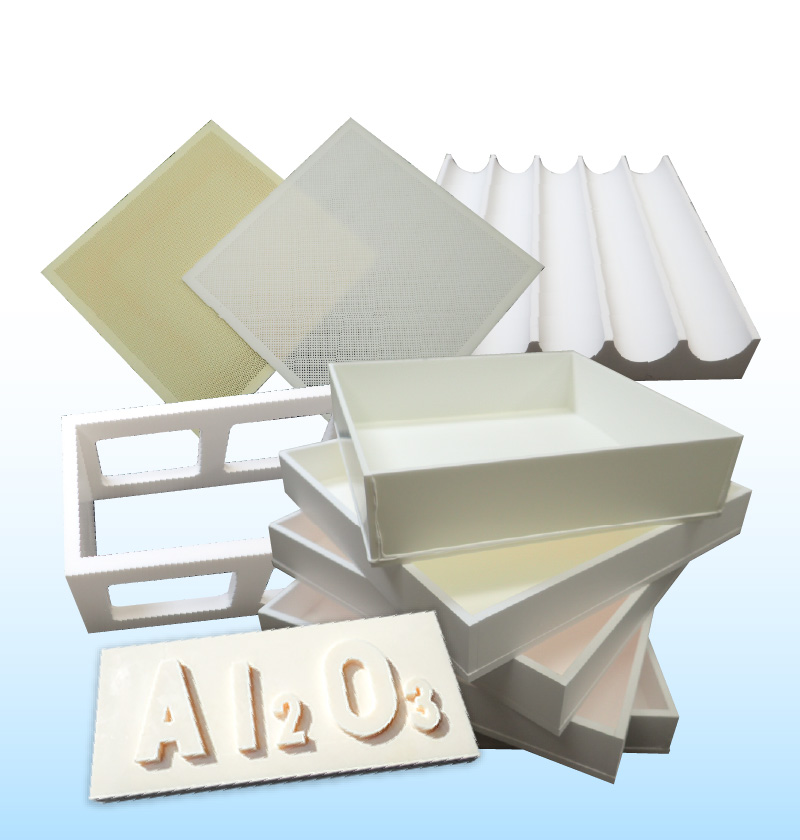
Firing Jigs SETTER
A wide variety of shapes, materials, and sizes are available to to ensure a good fit for your workpieces.

T/E Type Explanation
It has a flat plate, and the surface is uneven to reduce the contact area.
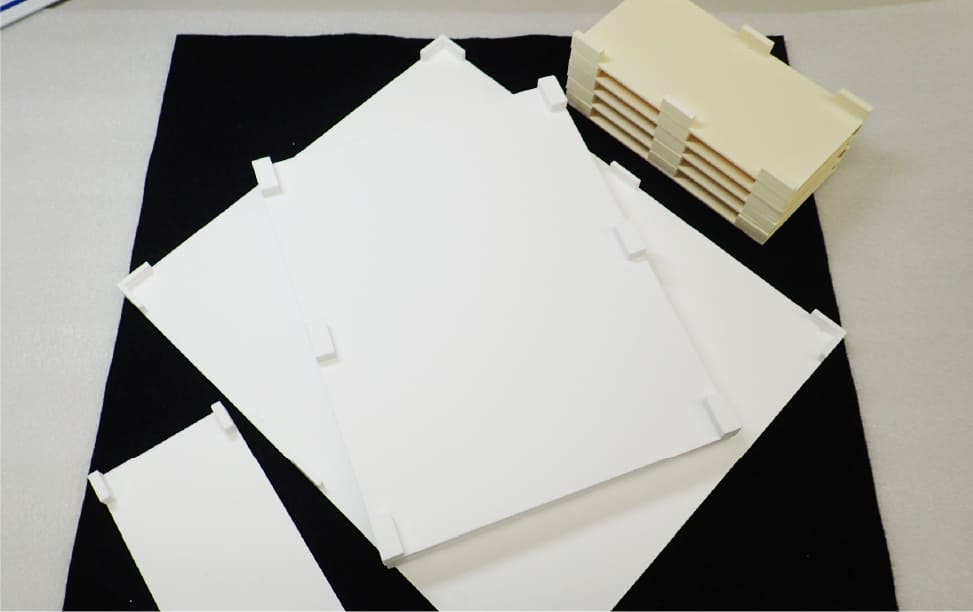
L Type Explanation
The setters can be used up to 1600 degrees because they utilize an inorganic adhesive to join flat plates and leg members made of the same material (4 to 8 pieces or more).
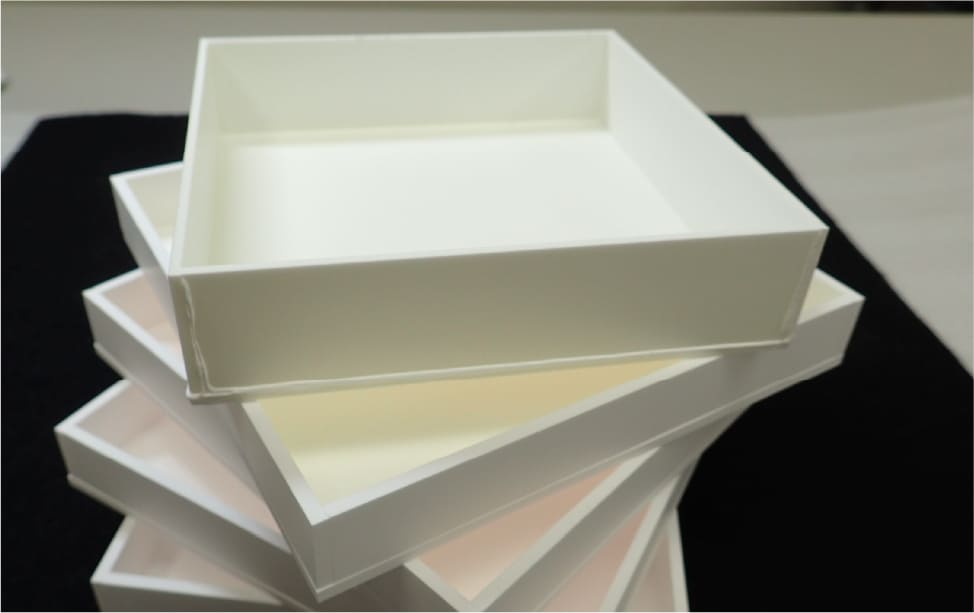
B Type Explanation
The setters can be used up to 1600 degrees because they utilize an inorganic adhesive to join flat plates and frame members made of the same material. In addition, by reinforcing the corners, they can also handle filling heavy items.
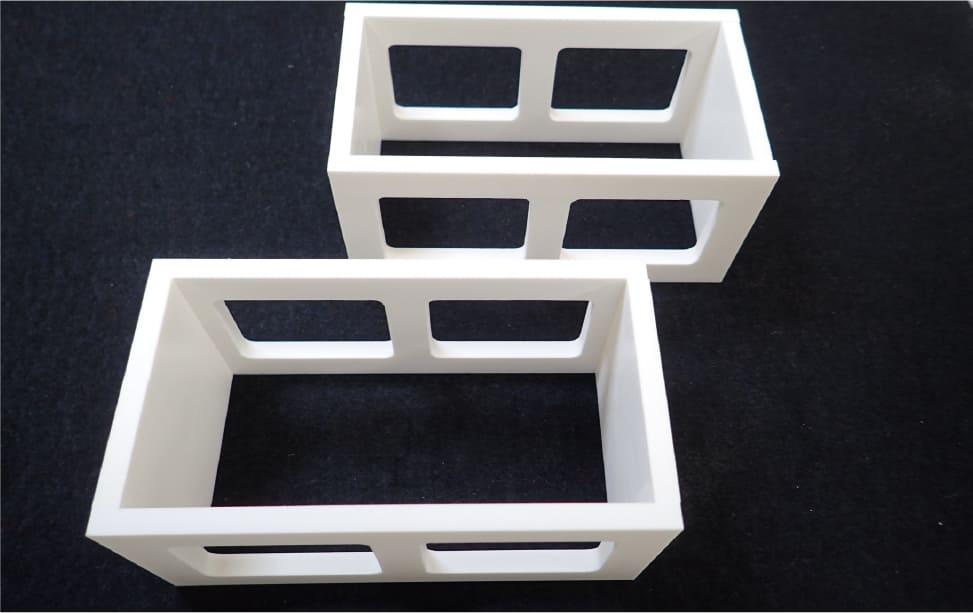
S Type Explanation
Used for well shapes, L-shapes, and square shapes that do not fit into the footed box category. We use the same bonding method, but depending on the shape, we may use stepped processing to increase the bonding area.

MH Type Explanation
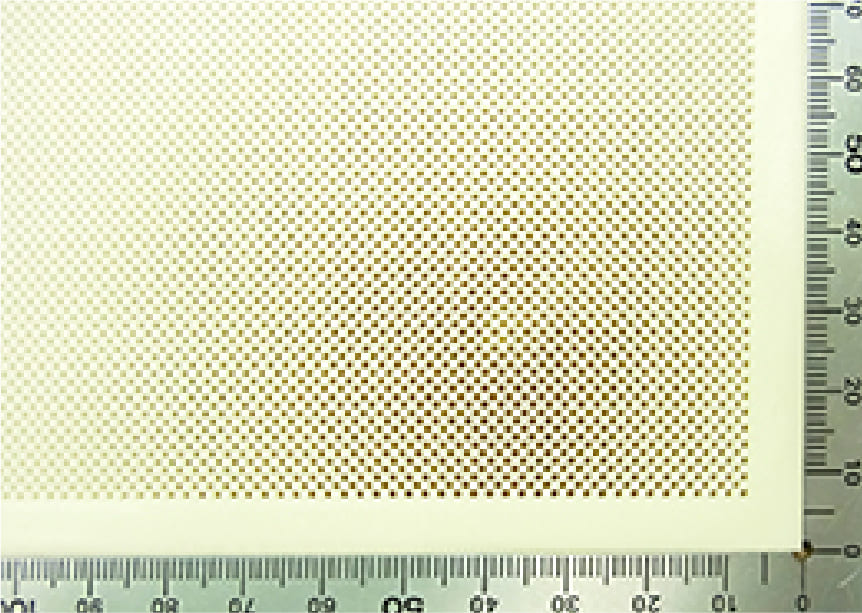
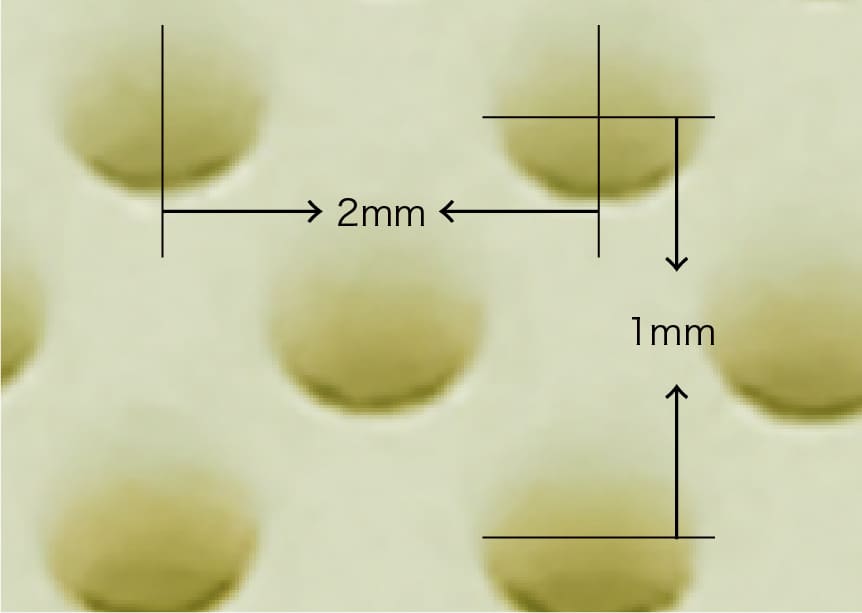
Multi-hole setter with through holes. Used for debinding, jig weight reduction, and load correction (sandwich firing). The minimum hole diameter is φ0.5mm, and it requires molds, but the pitch, etc., can be adjusted freely.

Coated Product Explanation
Surface coating is handled by spray coating baking finish for optimal mass production and cost efficiency. We can change materials, surface roughness, and thermal spraying upon request.
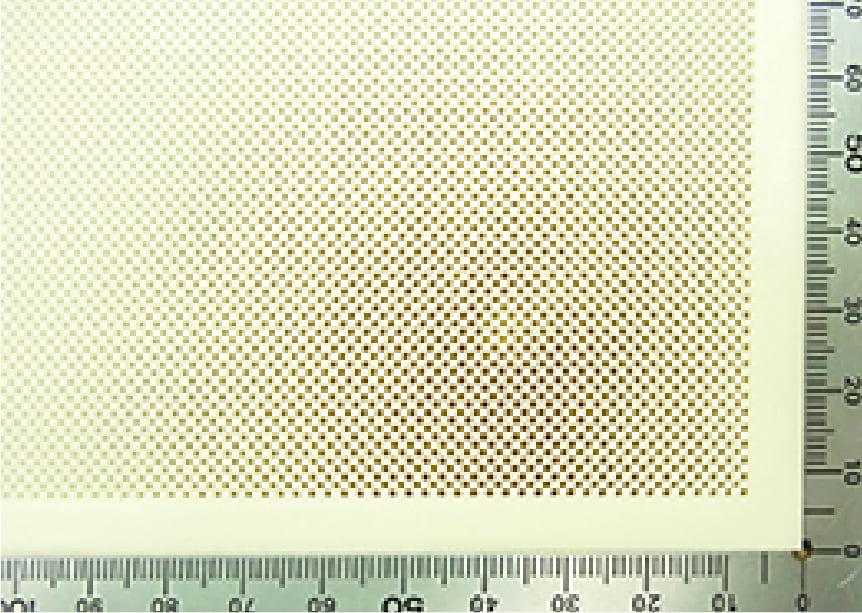
Multi-hole setter
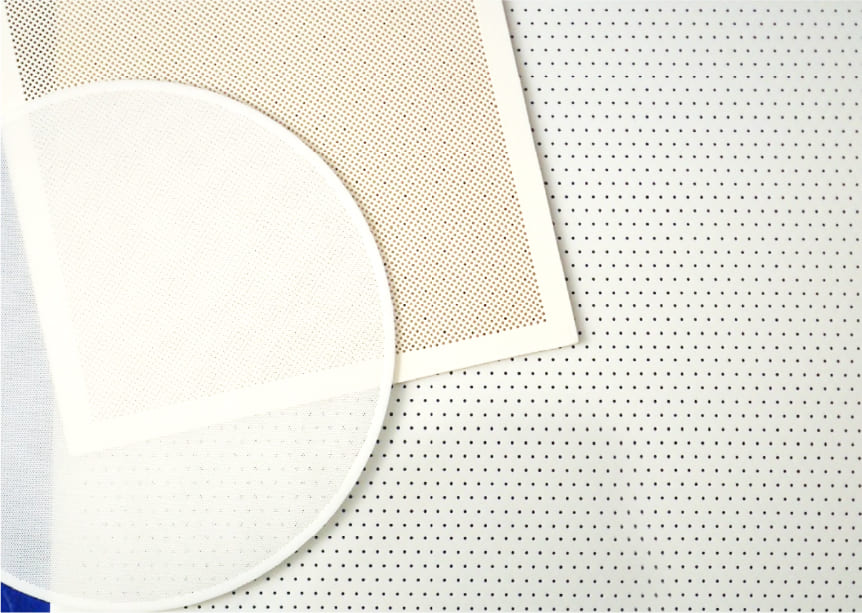

Hole formation without machining
Using a unique method, we can create through holes with near-net molding.
Good outgassing
Good gas displacement and degreasing.
Material: We offer alumina, mullite, and zirconia coating
No reactivity with workpieces.
Size: Free usage
Hole diameter and pitch, etc., can be changed.

Latest Product Information
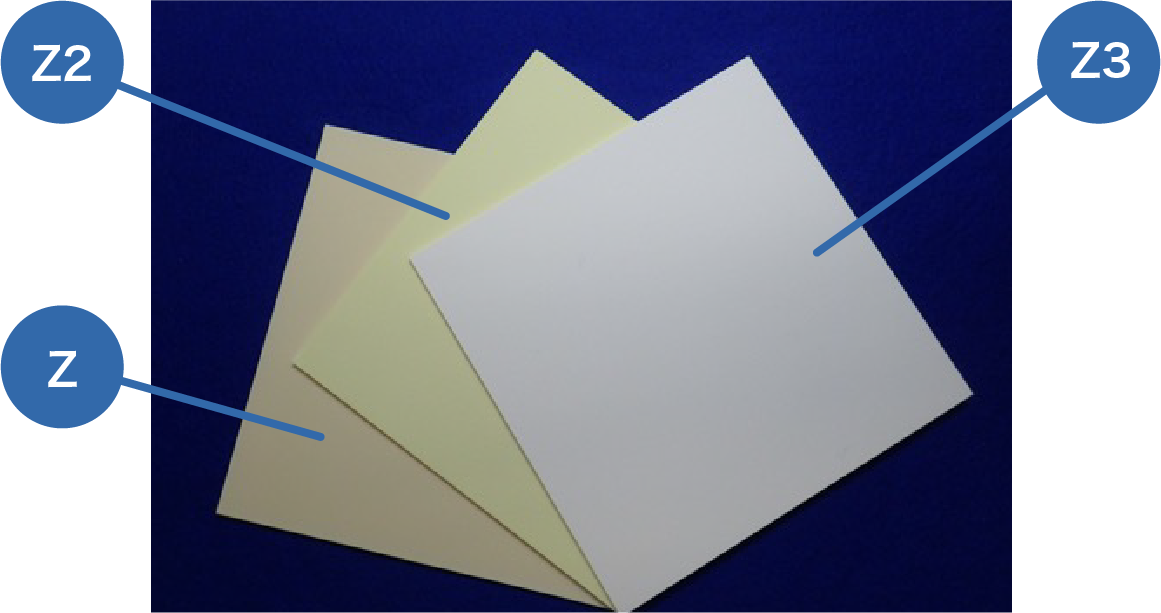
Surface Coating Yttria-stabilized zirconia Z Series
NEW Molding Technology
New Form of Fine Ceramics
We have added a new line of zirconia coated products to our popular lineup.
 The raw materials used in our manufacturing process are different from those used in conventional products, are will reduce the frequency at which you need to replace parts.
The raw materials used in our manufacturing process are different from those used in conventional products, are will reduce the frequency at which you need to replace parts.
 It contains even less SiO2 than Z2 and is effective in preventing reactions with the Ni-Zr compounds, metal oxides, etc. used in SOFCs.
It contains even less SiO2 than Z2 and is effective in preventing reactions with the Ni-Zr compounds, metal oxides, etc. used in SOFCs.
| Coating Code | Z | Z2 | Z3 | Z4 | ZY | YY | ||
|---|---|---|---|---|---|---|---|---|
|
Coating Properties
|
Main Component | ZrO2 Yttria-stabilized |
ZrO2 Yttria-stabilized |
Y2O3 | ||||
| Bulk Specific Gravity | 3.7 | 4.2 | 3.8 | 3.4 | - | - | ||
| Porosity(%) | 36 | 30 | 29 | 41 | - | - | ||
|
Coat Component
|
ZrO2 | % | 91.0 | 91.8 | 84.4 | 90.8 | 91.8 | - |
| Y2O3 | 8.0 | 7.9 | 15.5 | 8.1 | 8.0 | 99.9 | ||
| CaO | 0.24 | 0.09 | - | 0.39 | - | - | ||
| SiO2 | 0.24 | 0.07 | <0.01 | 0.06 | <0.01 | - | ||
| Al2O3 | 0.30 | - | 0.07 | 0.13 | 0.05 | - | ||
| TiO2 | 0.20 | 0.10 | 0.02 | 0.13 | 0.09 | - | ||
| Fe2O3 | 0.05 | 0.06 | 0.01 | 0.04 | 0.01 | 0.05 | ||
| Coatable materials | alumina, mullite | alumina, mullite, cordierite | mullite | alumina, mullite | 115 214 663 |
115 214 |
||
| Coating Method | Spraying + Sintering | Thermal spraying | ||||||
*The data are representative values, not guaranteed values.
CONTACT USCONTACT US
For consultations and inquiries regarding our business and products, please contact us by phone or using the email form below.
5-15-10 Kakamihigashimachi, Kakamigahara City, Gifu Prefecture, Japan